Galvanizing Design Process
IMPORTANT DESIGN FACTORS
There are a number of fundamental considerations when designing a steel fabrication for hot-dip galvanizing.
The key issues are:
- The molten zinc will not react with the steel to form the galvanized coating unless the surface of the steel is perfectly clean.
- The hot-dip galvanized coating will not form unless the zinc can intimately contact the steel.
- The hot-dip galvanized coating will not form unless the steel is heated to 450-455oC.
- Items larger than the galvanizing bath in two dimensions cannot be galvanized.
- The density of steel is 7850 kg/m3. The density of molten zinc is 6620 kg/m3. If a hollow section traps 18% of its internal volume as air, it will not sink in the molten zinc.
- Steel sections of differing section thickness heat up and cool down at different rates. Unbalanced sections causing differential heating and cooling will increase the risk of distortion.
- Structural grades of steel lose 50% of their yield strength at galvanizing temperatures. The design of the fabrications for galvanizing must take this into account to prevent sagging or bending under self-loads.
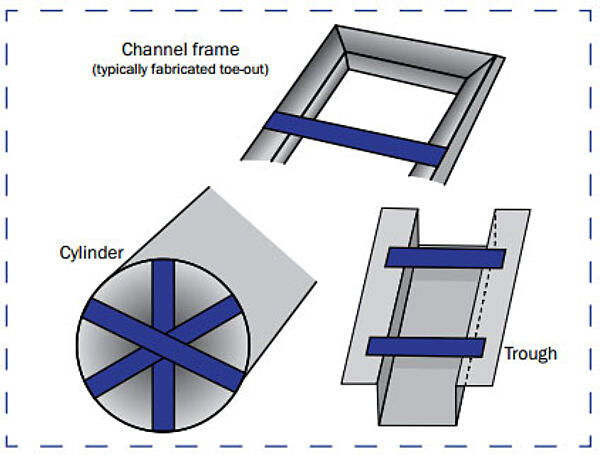
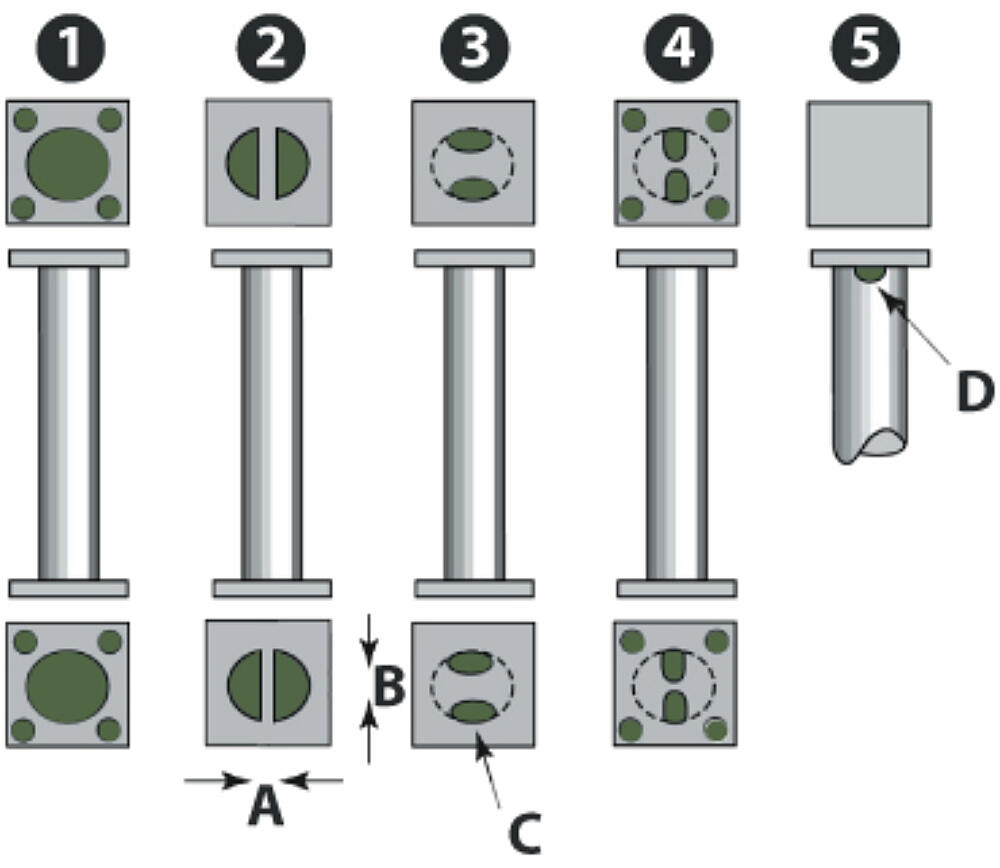
- Overlapping surfaces should be fully sealed. Large overlapping surfaces exceeding 400 cm2 should be provided with vent holes.
- The size of the item that can be galvanized will be governed by the size of the galvanizing bath.
Long items can be galvanized by double-end dipping but items large than the galvanizing bath in two dimensions cannot be galvanized.
FABRICATION KEY TIPS
- You can galvanize all mild and low alloy steels, and most iron and steel castings.
- You can galvanize a wide variety of shapes and sizes and weights. But consult your galvanizer if you have an unusual or complex shape.
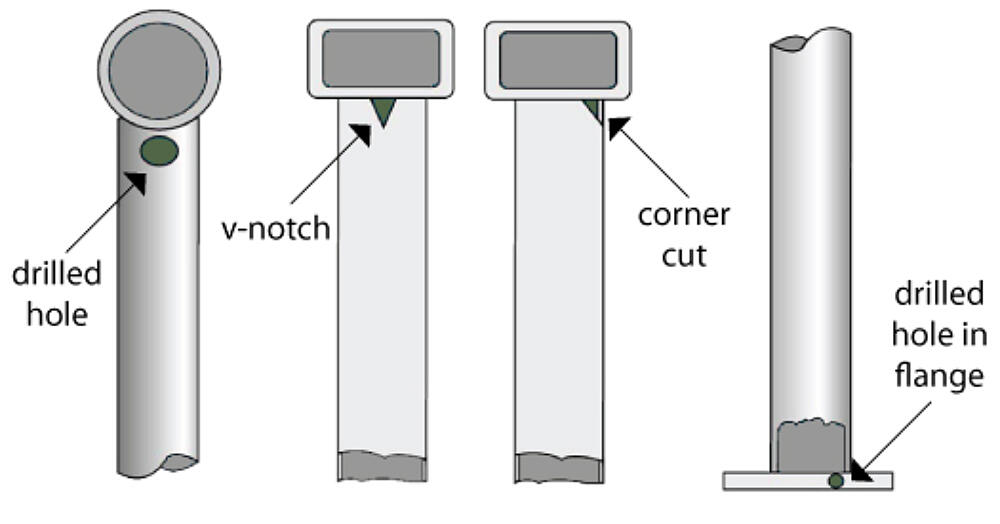
- Follow the guidance about vent and drain holes for hollow sections (see the poster below).
- Avoid large overlapping surfaces if possible. If unavoidable, make sure you follow the venting guidance.
- Use butt welds in preference to lap welds.
- Where lap welds are used, face the joints downwards to avoid collection of moisture and detritus.
- Do not use silicon-containing anti-splatter paints. They cannot be removed in the general pre-treatment process and will result in no galvanized coating formation in those areas.
- Provide about 1mm extra clearance on all mating surfaces.
- Do not attempt to use low melting point soldered joints. They will collapse when galvanized.
- Remove molding sand from castings by grit blasting. Galvanizing will not form on sand.
- Remember the galvanizer must lift your fabrication or item. Make sure you provide lifting points for them to use.
- Do not ask your galvanizer to galvanize fabrications which are very stiff in one plane but not in another. They will almost certainly distort.
- Avoid large unsupported areas of thin gauge sheet. They will probably distort.
| Size of hollow section (mm) | Minimum diameter of hole (mm) |
|---|---|
| <25 | 10 |
| 25-50 | 12 |
| >50-100 | 16 |
| >100-150 | 20 |
| >150 | Consult Galvanizer |
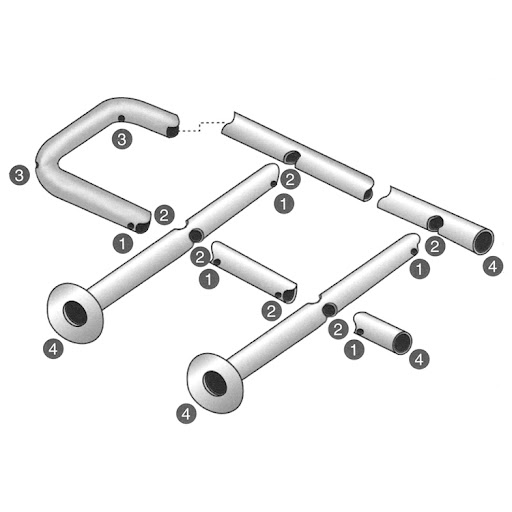
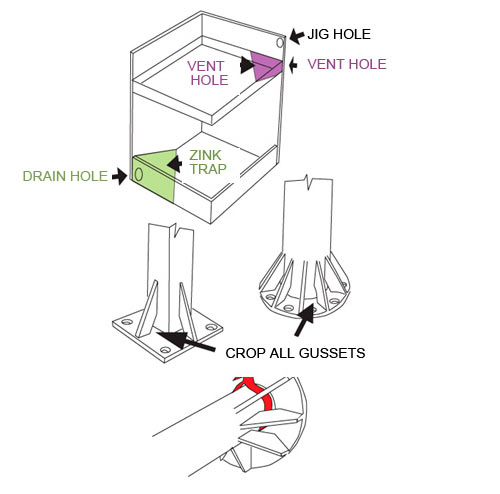
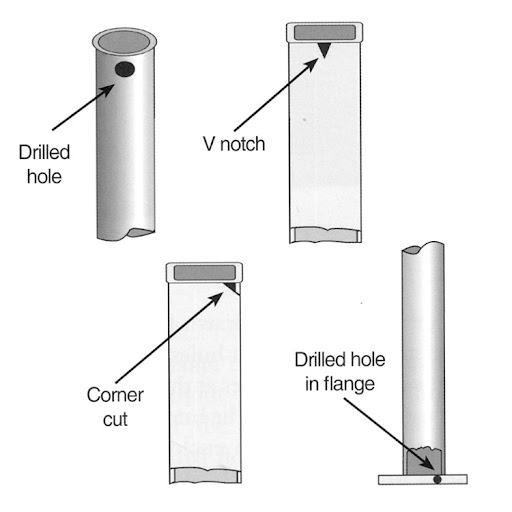
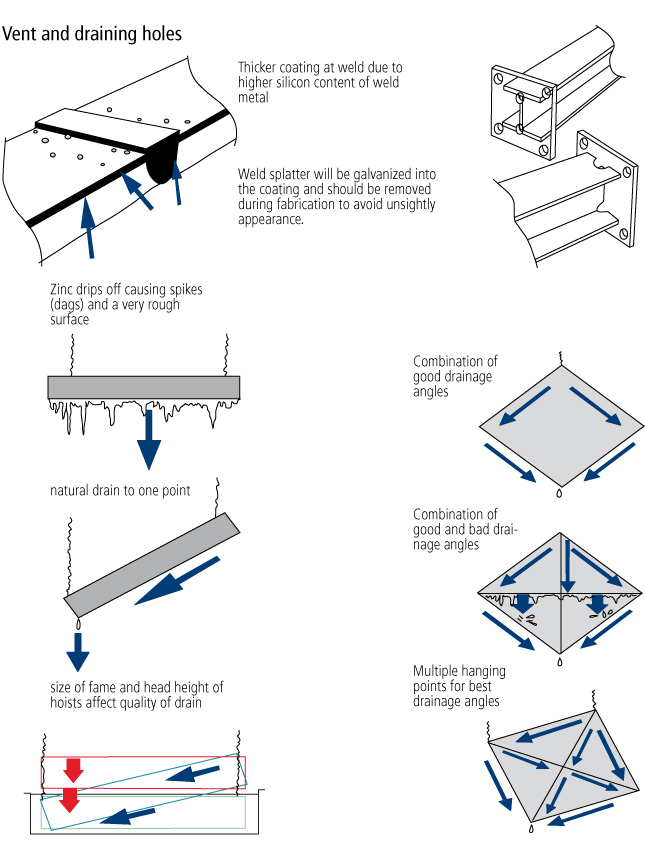
VENTING AND DRAINING RULES
One of the most common issues in designing fabrications for hot dip galvanizing is ensuring that fabrications are vented and drained correctly. All steel to be galvanized needs to be immersed in molten zinc and the zinc needs to be able to flow freely into and out of all hollow sections and corners the flow of molten zinc into, off, and out of the fabrication is one of the most important factors in determining the final quality of the coating. Inadequate venting and draining can cause the following galvanized coating defects:
- Misses in the coating caused by air locks preventing molten zinc contacting the steel surface.
- Puddling of zinc in corners, wasting zinc and interfering with subsequent assembly
- Ash trapped on zinc surface causing surface defects
- Irregularities in surface appearance caused by erratic immersion and withdrawal because of the item floating or trapping zinc internally.
- Thick zinc runs on surface caused by zinc freezing during draining.
- Steel is only about 15% heavier than zinc. A relatively small amount of air trapped inside a hollow section will prevent the section from sinking in the molten zinc.
- Any water trapped inside a hollow section will expand 1750 times its original volume as steam and generate pressures as high as 50 MPa (7250 psi).
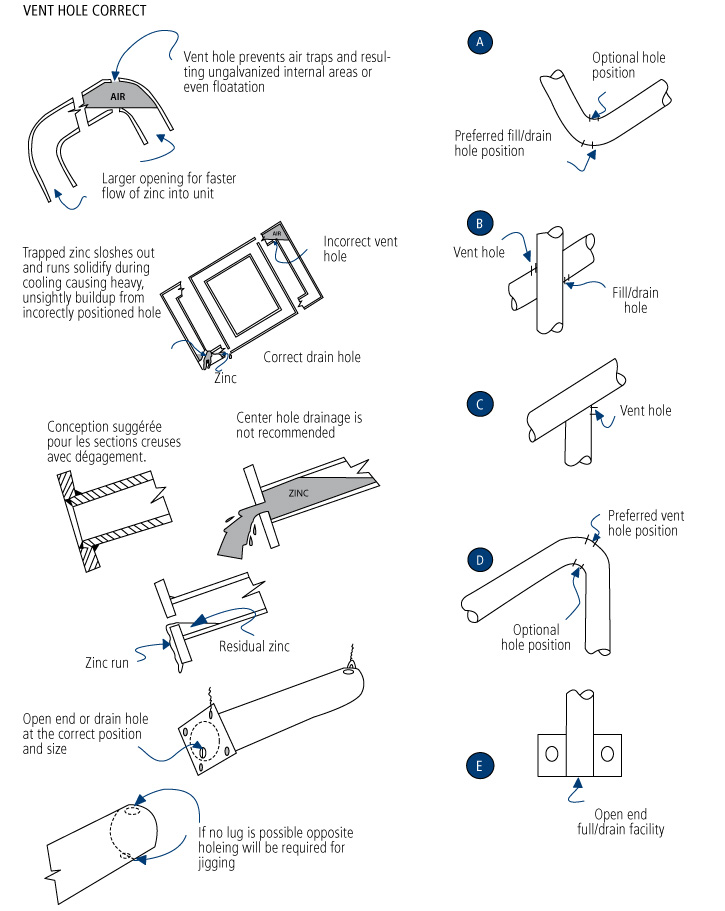
BASIC VENTING TIPS
- No vent hole should be smaller than 8 mm
- The preferred minimum size is 12 mm
- About 200 grams of zinc ash will be produced for each square meter of steel surface galvanized. This ash is a powder and will not pass-through small openings. Venting large internal areas required larger vent holes to allow ash to escape
- Hollow vessels require 1250 mm2 of vent hole for each cubic meter of enclosed volume. This means that a 40 mm2 diameter hole is required for each cubic meter of volume
- Hollow sections such as tube, RHS and SHS require minimum vent hole area equivalent to 25% of the section’ diagonal cross sectionVent holes should be at the edges of hollow sections
BASIC DRAINING TIPS
- No drain hole should be less than 10 mm
- Preferred minimum drain hole size is 25 mm
- Large hollow sections (tanks, pressure vessels) require a 100 mm diameter drain hole for each cubic meter of enclosed volume
- Drain holes should be at the edges of hollow sections.
- Hollow sections such as tube, RHS and SHS require minimum drain hole area equivalent to 25% of the section’ diagonal cross section. The preferred design option is to leave the ends of tubes, RHS and SHS open.
TIPS FOR MINIMIZING DISTORTION
To minimize changes to shape and/or alignment, design engineers should observe the following recommendations:
- Where possible, use symmetrically rolled sections in preference to angle or channel I-beams are preferred to angles or channels.
- Use parts in an assembly that are of equal or near equal thickness, especially at joints.
- Use temporary bracing or reinforcing on thin-walled and asymmetrical designs.
- Bend members to the largest acceptable radii to minimize local stress concentration.
- Accurately pre-form members of an assembly so it is not necessary to force, spring, or bend them into position during joining.
Continuously weld joints using balanced welding techniques to reduce uneven thermal stresses. Pinholes from welding are very dangerous in items to be galvanized and must be avoided. Staggered welding techniques to produce a structural weld are acceptable. For staggered welding of 1/8-inch (4mm) or lighter material, weld centers should be closer than 4 inches (10 cm).
Avoid design that require progressive-dip galvanizing. It is preferable to build assemblies and subassemblies in suitable modules so they can be immersed quickly and galvanized in a single dip. In this way, the entire fabrication can expand and contract uniformly. Where progressive-dip galvanizing is required, consult your galvanizer.