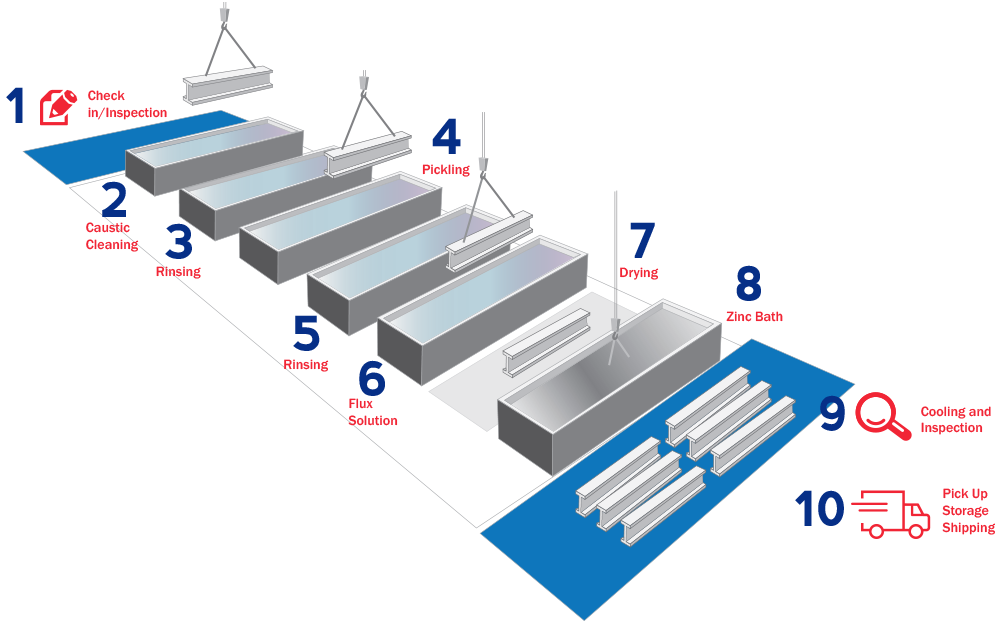
ZINC IMMERSION
This ‘final’ stage utilizes a special bath holding molten zinc at 450°C. The clean steel is immersed in the zinc and while it is submerged it alloys with the iron in the steel to form zinc/iron alloy layers. These layers form the basis of the coating, which is then overlain with free zinc, as it is withdrawn from the galvanizing bath. The coating that is formed offers cathodic protection to the steel to which it is alloyed. As such, it will corrode preferentially to the steel extending its life by many years.